 Inglés
Inglés 中文简体
中文简体Explicación de la máquina rebobinadora de inspección: cómo funciona y qué buscar al comprar
Qué hace una máquina rebobinadora de inspección
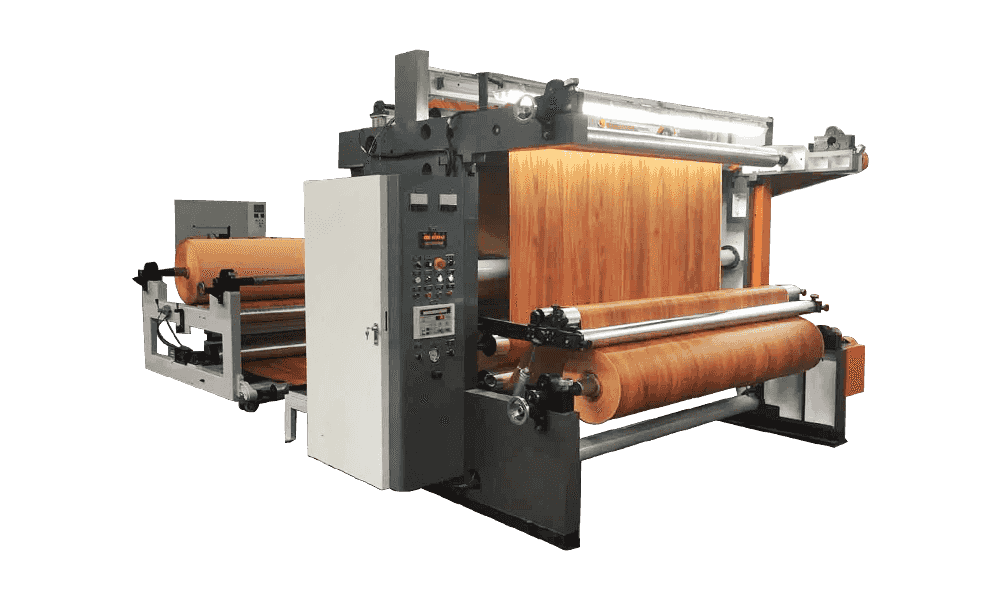
Una máquina rebobinadora de inspección, también llamada rebobinadora de inspección o máquina de inspección de rollos, desenrolla un rollo de material a una velocidad controlada, lo pasa a través de una zona de inspección donde se identifican los defectos y luego lo rebobina hasta obtener un rollo terminado, limpio y bien enrollado. Las dos funciones son inseparables: el rebobinado por sí solo produce un rollo utilizable, pero la inspección sin rebobinado no deja un resultado estructurado. Combinarlos en una sola pasada hace que la rebobinadora de inspección sea una de las herramientas de control de calidad más eficientes disponibles para convertidores, impresores y fabricantes de materiales basados en bobina.
Los materiales procesados en las máquinas rebobinadoras de inspección abarcan una amplia gama: películas de embalaje flexibles (PET, BOPP, PE), etiquetas adhesivas, papel y cartón, telas no tejidas, textiles técnicos, láminas y películas especiales utilizadas en electrónica, dispositivos médicos y aplicaciones de seguridad. En cada caso, el propósito principal es el mismo: garantizar que ningún rollo que salga de la estación de inspección tenga defectos no detectados que causarían fallas posteriores en la impresión, el laminado, el llenado o la producción para el uso final.
El mercado de rebobinadoras de inspección ha crecido junto con el endurecimiento de los estándares de calidad en embalaje e impresión. Los rebobinadores de inspección modernos equipados con visión por computadora son capaces de detectar defectos submicrónicos a velocidades de línea que exceden 1.000 metros por minuto , con modelos avanzados que alcanzan tasas de detección de defectos superiores al 99,5%. Para aplicaciones sensibles a la calidad (etiquetado farmacéutico, embalaje médico, impresión de seguridad), este nivel de precisión no es opcional; es un requisito regulatorio y comercial.
Componentes principales de una máquina rebobinadora de inspección
Comprender los componentes clave de la máquina facilita evaluar las especificaciones, comparar modelos e identificar qué características son más importantes para una aplicación específica. Cada rebobinadora de inspección, independientemente de su tamaño o precio, comparte la misma arquitectura funcional.
Estación de relajación
La estación de desenrollado sostiene el rollo principal (el rollo de entrada que se va a inspeccionar) y alimenta el material a la máquina a una velocidad controlada. Las estaciones de desenrollado de calidad utilizan mandriles o mandriles de expansión de aire que sujetan el núcleo desde el interior, lo que permite cambios rápidos de rollo sin herramientas. El tamaño del mandril debe coincidir con el diámetro del núcleo de los rollos que se procesan, por lo que las máquinas con manguitos de mandril intercambiables ofrecen más flexibilidad para operaciones que ejecutan múltiples tipos de productos. El desenrollador también debe mantener una contratensión constante a medida que el diámetro del rollo disminuye durante el desenrollado; un rollo que comienza con un diámetro de 600 mm y se enrolla hasta un núcleo vacío cambiará significativamente la inercia de desenrollado, y una compensación deficiente de la tensión en esta etapa se transmite directamente a la calidad del devanado en el extremo del rebobinado.
Sistema de control de tensión
El control de la tensión es el aspecto mecánicamente más crítico de una rebobinadora de inspección. El material que se mueve a través de la máquina debe mantenerse con una tensión constante y adecuada a lo largo de todo el recorrido de la banda: las películas demasiado apretadas y delicadas se estiran, distorsionan o rasgan; demasiado floja y la banda se desplaza lateralmente, generando daños en los bordes y rollos mal enrollados. Las rebobinadoras de inspección modernas utilizan sistemas de control de tensión de circuito cerrado con células de carga que miden la tensión real de la banda en tiempo real y envían las correcciones a los motores de accionamiento. Los servomotores son la mejor opción para materiales sensibles a la tensión, ya que ofrecen un control fino y sensible en amplios rangos de velocidad. El rodillo de tracción, un rodillo de presión impulsado que actúa como punto de accionamiento maestro en la trayectoria de la banda, aísla la tensión de desenrollado de la tensión de rebobinado, lo que permite controlar las dos zonas de forma independiente.
Zona de inspección
La zona de inspección es la sección del recorrido de la banda donde el material se extiende sobre una mesa de inspección retroiluminada o frontal, iluminada para una máxima visibilidad de los defectos y examinada por un operador, por un sistema de visión basado en cámara o por ambos trabajando juntos. La retroiluminación es eficaz para detectar poros, puntos finos e inclusiones en materiales translúcidos. Las configuraciones de luz reflejada revelan defectos superficiales (rayones, errores de impresión, irregularidades en el revestimiento) en materiales opacos. La geometría de la mesa de inspección (su ángulo, la uniformidad de la iluminación y la distancia de visión) afecta directamente la facilidad con la que un operador o una cámara pueden distinguir un defecto real de una variación de la textura del material.
Estación de rebobinado
La estación de rebobinado reconstruye el material inspeccionado hasta convertirlo en un rollo terminado con tensión y velocidad controladas. La calidad del rebobinado (perfil de dureza del rollo, alineación de los bordes y ausencia de arrugas, telescopado o atrapamiento de aire) es tan importante como la inspección misma, porque un rollo mal enrollado crea problemas en la siguiente etapa de procesamiento, incluso si el material no tiene defectos. El control de la tensión cónica, que reduce progresivamente la tensión de bobinado a medida que aumenta el diámetro del rollo, es la técnica estándar para producir rollos con una dureza constante desde el núcleo hasta el diámetro exterior. El bobinado por contacto (donde un rodillo guía mantiene contacto con la superficie del rodillo durante el bobinado) se utiliza para materiales blandos o sensibles que no pueden tolerar la tensión interna del bobinado con espacio a gran velocidad.
Sistema de guía web
Los sistemas de guía web mantienen el material siguiendo constantemente la posición lateral correcta a través de la máquina. Los sensores de borde ultrasónicos o sensores de línea detectan la posición de la banda en tiempo real y accionan un rodillo guía o un marco de dirección para corregir la deriva antes de que llegue a la zona de inspección o al núcleo de rebobinado. Sin una guía eficaz de la banda, incluso una banda bien tensada se desplazará lateralmente, produciendo rollos con bordes desalineados (telescópicos) y entregando una presentación inconsistente del material al sistema de inspección. La mayoría de los rebobinadores de inspección modernos incluyen guías de banda en los extremos de desenrollado y rebobinado, y la señal de la guía se deriva de sensores de borde o sensores de línea central según el tipo de material.
Marcado de defectos y detección de banderas
Cuando un sistema de inspección (manual o automatizado) identifica un defecto, la máquina necesita una forma de marcar la ubicación para que el defecto pueda ser encontrado y solucionado una vez finalizado el rebobinado. Los sistemas de marcado de defectos aplican una pequeña pestaña adhesiva, una marca de tinta o un pliegue en el borde de la banda en la ubicación del defecto. Estas marcas se llaman banderas. Después del rebobinado, el operador localiza cada bandera y corta la sección defectuosa o retira el rollo del flujo de producción. Los sistemas más avanzados registran la posición de cada defecto como un registro de datos vinculado al contador del rollo, lo que permite imprimir o exportar mapas de defectos para la documentación de trazabilidad.
Tecnologías de inspección: sistemas manuales, de cámara y basados en Iun
La capacidad de inspección de una máquina rebobinadora está determinada por el sistema de inspección integrado en ella. Las máquinas van desde simples mesas de inspección por parte del operador hasta plataformas de visión totalmente automatizadas impulsadas por Iun, y el nivel apropiado depende del material, los tipos de defectos importantes, la velocidad de rendimiento requerida y el entorno regulatorio.
Inspección manual del operador
La configuración más básica pasa la red a través de una mesa de inspección bien iluminada y depende de un operador para identificar visualmente los defectos y aplicar señales. La inspección manual es eficaz a bajas velocidades (normalmente de 30 a 60 metros por minuto) y para defectos visibles para el ojo humano capacitado (agujeros, errores de impresión grandes, fallas obvias en el recubrimiento). Sus limitaciones son significativas: los inspectores humanos experimentan fatiga ocular, pasan por alto defectos a velocidades más altas e introducen variabilidad entre operadores en lo que se clasifica como rechazo. La investigación sobre inspección textil automatizada encontró que la inspección manual detecta de manera confiable no más del 60% al 70% de los defectos presentes, incluso en buenas condiciones. Para aplicaciones de alto valor o críticas para la seguridad, esta tasa de detección es comercialmente inaceptable.
Sistemas de inspección por visión basados en cámaras
Los sistemas de inspección basados en cámaras montan una o más cámaras de escaneo lineal o de área encima y/o debajo de la red en la zona de inspección y procesan los datos de la imagen en tiempo real comparándolos con una imagen de referencia entrenada. Las cámaras de escaneo de líneas son el estándar para materiales de banda continua porque crean una imagen completa de la banda que pasa línea por línea, a velocidades que exceden con creces lo que pueden capturar las cámaras de escaneo de área. Cuando el sistema detecta una región de píxeles que se desvía del patrón esperado más allá de un umbral establecido, señala la ubicación, registra el tipo y la posición del defecto y puede hacer que la máquina se detenga para que el operador pueda marcar o eliminar la sección defectuosa. Los sistemas de visión son suministrados por proveedores especializados de cámaras de inspección (AVT, BST, Nikka, Nyquist Systems y otros) y el fabricante de la máquina los integra en la plataforma rebobinadora o como una actualización del mercado de accesorios. La mayoría de las rebobinadoras de inspección de etiquetas de calidad farmacéutica, como las líneas de envasado de productos farmacéuticos, permiten al cliente especificar su proveedor de cámaras preferido por motivos de cumplimiento y coherencia de las piezas de repuesto.
Detección de defectos impulsada por IA
La última generación de sistemas de visión para rebobinadores de inspección utiliza algoritmos de aprendizaje profundo entrenados en grandes bibliotecas de imágenes de defectos para reconocer y clasificar defectos con una precisión que los sistemas de visión basados en reglas no pueden igualar. Los modelos de aprendizaje profundo aprenden a distinguir los defectos reales de las variaciones naturales de la textura del material, un problema persistente con los sistemas convencionales basados en umbrales que produce altas tasas de falsos positivos y paradas innecesarias de las máquinas. Los sistemas impulsados por IA perfeccionan continuamente su precisión de clasificación a medida que procesan más material y pueden manejar múltiples categorías de defectos simultáneamente. Las rebobinadoras de inspección habilitadas para IoT se conectan a plataformas de análisis basadas en la nube que agregan datos de defectos en múltiples máquinas e instalaciones, lo que permite a los ingenieros de producción identificar fuentes de defectos sistemáticos (una matriz de recubrimiento en particular, un problema recurrente de la prensa) a partir de los datos de patrones en lugar de registros de rollos individuales.
| Tipo de inspección | Velocidad típica | Tasa de detección | Mejor para |
|---|---|---|---|
| Operador Manual | Hasta 60 m/min | 60–70% | Operaciones básicas de control de calidad básico y de bajo volumen |
| Sistema de visión de cámara | Hasta 600 m/min | 95–99% | Etiquetas, películas, embalajes: industrias reguladas |
| Visión impulsada por IA | 1.000 m/min | 99,5% | Farmacéutica, impresión de seguridad, conversión de películas de alta velocidad |
Industrias y materiales donde se utilizan rebobinadoras de inspección
Máquinas rebobinadoras de inspección Aparecen en diferentes puntos de la cadena de producción según la industria, pero comparten una función constante: detectar defectos antes de que el material pase a la siguiente etapa de procesamiento, más costosa.
Impresión y conversión de etiquetas
Las rebobinadoras de inspección de etiquetas se encuentran entre las configuraciones más especializadas del mercado. Después de la impresión, las etiquetas se rebobinan y se inspeccionan para detectar errores en el registro de impresión, desviaciones de color, texto faltante, defectos de barniz y alineación del troquelado. La inspección de etiquetas farmacéuticas es particularmente exigente porque los códigos de serialización, las fechas de caducidad y la información de dosificación deben ser 100% legibles y precisos. Las rebobinadoras de inspección bidireccionales (máquinas que pueden rebobinarse en ambas direcciones) permiten a los operadores hacer una copia de seguridad de la banda y volver a examinar una etiqueta marcada, confirmar el defecto y colocarla con precisión en la mesa de reparación antes de reiniciar. La capacidad de configurar la orientación de rebobinado (etiqueta de entrada o salida de etiqueta) es una característica práctica que determina cómo el rollo terminado ingresa a la máquina etiquetadora posterior.
Películas de embalaje flexibles
Las películas de PET, BOPP y PE utilizadas en envases flexibles se inspeccionan después de cortarlas de rollos gigantes a rollos de ancho terminado para el cliente. En esta etapa, la rebobinadora de inspección comprueba si hay poros, geles, ojos de pez, rayas de recubrimiento y defectos de laminación. Las rebobinadoras de inspección de películas normalmente funcionan a alta velocidad (de 200 a 600 metros por minuto) y requieren un control de tensión muy preciso porque los materiales de las películas son sensibles a la variación de tensión y pueden desarrollar fácilmente arrugas o estiramientos que persisten en el rollo terminado. El INSPECT-V y rebobinadores de inspección de rollos posteriores a la hendidura similares están diseñados específicamente para esta aplicación, con especial atención a la calidad de construcción de los rollos y la capacidad de manejar rollos terminados en una variedad de anchos y diámetros.
Telas textiles y no tejidas
Las máquinas rebobinadoras de inspección de tejidos son un equipo estándar en las fábricas textiles. Después de tejer, tejer, teñir o terminar, los rollos de tela pasan a través de una rebobinadora de inspección donde el material se extiende sobre una amplia mesa de inspección (generalmente de 1,8 a 3,2 metros de ancho para telas tejidas) y se examina para detectar defectos de tejido, agujeros, puntadas caídas, manchas y variaciones de tono. La máquina mide la tela e imprime un informe de ubicación de defectos que viaja con el rollo a través del corte posterior y la fabricación de prendas. Las máquinas rebobinadoras de inspección de telas de nivel básico, disponibles desde aproximadamente $ 600 a $ 900 para los modelos básicos, sirven para operaciones textiles más pequeñas; Las máquinas de alta gama con sistemas de visión automatizados sirven para operaciones de fábrica a gran escala donde la inspección manual no puede seguir el ritmo de la velocidad de producción.
Papel y cartón
Las operaciones de conversión de papel utilizan rebobinadores de inspección después del recubrimiento, la impresión o el laminado para verificar si hay defectos en el recubrimiento, marcas de calandrado, contaminación de la superficie y arrugas relacionadas con la humedad antes de enviar los rollos a los convertidores de embalaje o a los usuarios finales. Los rollos de papel térmico para aplicaciones en puntos de venta requieren un bobinado sin defectos porque un vacío en el recubrimiento térmico produce un espacio en blanco en el recibo impreso, un defecto visible y comercialmente inaceptable. Las rebobinadoras de inspección de rollos gigantes para papel y cartón manejan rollos pesados, lo que a menudo requiere una estructura robusta y sistemas de manipulación de núcleos de alta capacidad para gestionar el peso de los rollos de papel grandes de forma segura.
Embalaje farmacéutico y médico
Los sectores farmacéutico y de dispositivos médicos imponen los más estrictos requisitos de calidad a cualquier material que forme parte del embalaje primario o secundario. Las rebobinadoras de inspección en este segmento deben cumplir con los estándares GMP (Buenas Prácticas de Manufactura), mantener registros de trazabilidad completos para cada rollo procesado e integrarse con sistemas de serialización y seguimiento y localización. Los sistemas de inspección por visión en rebobinadoras farmacéuticas se validan para los tipos de defectos específicos que son importantes para la seguridad del paciente (legibilidad de la impresión, integridad de los recubrimientos de barrera, ausencia de contaminación por partículas) y la documentación de validación se mantiene como parte de los registros de gestión de calidad de la instalación.
Rebobinadora frente a cortadora rebobinadora: elección del tipo de máquina adecuado
Los compradores nuevos en el mercado de equipos de conversión de bobinas a veces combinan las rebobinadoras de inspección con las cortadoras rebobinadoras, pero las dos máquinas cumplen funciones principales diferentes y elegir el tipo incorrecto crea importantes problemas posteriores.
A rebobinador (o rebobinadora de inspección) toma un rollo de material con el ancho terminado y lo rebobina, con o sin inspección, sin cambiar el ancho de la banda. Es la elección correcta cuando el material ya ha sido cortado al ancho final y la tarea es verificar la calidad, fabricar rollos con un diámetro o longitud específicos o reformatearlos para un tamaño de núcleo diferente.
A cortadora rebobinadora toma un rollo principal ancho y lo corta longitudinalmente en múltiples rollos más estrechos simultáneamente usando hojas circulares o de afeitar, luego rebobina las líneas de hendidura en rollos terminados individuales. Las cortadoras rebobinadoras son la máquina convertidora principal en las operaciones de conversión de etiquetas, películas y láminas, y muchos modelos incorporan capacidad de inspección en línea. Sin embargo, la función de inspección en una cortadora rebobinadora suele ser menos capaz que una rebobinadora de inspección dedicada porque la máquina optimiza simultáneamente la precisión del corte, el manejo de la tensión de múltiples carriles y la calidad de fabricación del rollo en varios ejes de rebobinado.
Para aplicaciones que requieren una detección rigurosa del 100 % de defectos en el ancho final (etiquetas farmacéuticas, películas de seguridad, embalajes médicos), una rebobinadora de inspección dedicada después del corte es la configuración correcta, incluso si la propia cortadora rebobinadora tiene cámaras. La rebobinadora de inspección posterior al corte examina el rollo terminado exacto que llegará al cliente, con el ancho y diámetro finales, en condiciones optimizadas para la inspección en lugar de optimizadas para el rendimiento del corte.
Especificaciones clave para evaluar antes de comprar
Las máquinas rebobinadoras de inspección varían desde mesas manuales de inspección de telas de menos de 1.000 dólares hasta rebobinadoras de películas de alta velocidad equipadas con visión de 70.000 dólares. El rango de precios refleja diferencias genuinas en la calidad de la ingeniería, la capacidad y los materiales que cada máquina puede procesar de manera confiable. Trabajar con las siguientes especificaciones antes de evaluar los modelos garantiza que la lista corta contenga máquinas que realmente puedan hacer lo que requiere la aplicación.
- Ancho máximo de banda: La máquina debe acomodar el rollo más ancho de su gama de productos. Especifique el ancho máximo que procesa actualmente y el máximo que puede procesar en los próximos tres a cinco años, ya que para mejorar el ancho de la banda generalmente se requiere un nuevo marco de máquina.
- Diámetro máximo del rollo y peso del rollo: Las estaciones de desenrollado y rebobinado tienen límites de peso y diámetros máximos de rollo. Exceder el límite de peso crea fallas en los cojinetes del mandril y problemas de tensión en el marco. Verifique ambas especificaciones con el rollo más pesado previsto.
- Rango de velocidad de funcionamiento: La máquina debe alcanzar la velocidad a la que su material pueda ser inspeccionado efectivamente y rebobinado correctamente. Para la inspección manual, esto suele ser de 30 a 60 m/min. Para los sistemas basados en cámaras, confirme que la resolución de la cámara del sistema de visión y la velocidad de procesamiento de imágenes coincidan con la velocidad de la línea; un sistema de cámara con capacidad para 300 m/min no puede detectar de manera confiable defectos finos a 500 m/min.
- Compatibilidad del diámetro del núcleo: Confirme que los mandriles de la máquina coincidan con los diámetros de núcleo estándar (1 pulgada, 3 pulgadas, 6 pulgadas son comunes, pero los productos especiales a menudo usan núcleos no estándar). Las máquinas con manguitos de mandril intercambiables o diseños de eje de aire manejan múltiples tamaños de núcleo sin herramientas adicionales.
- Rango y precisión del control de tensión: Para películas delicadas (PET fino, láminas metalizadas, PE estirable), especifique la tensión mínima a la que la máquina puede funcionar de manera confiable y sin holguras. Para telas o tableros pesados, confirme la capacidad máxima de tensión. Las máquinas con servomotor y retroalimentación de células de carga son la elección correcta para materiales sensibles a la tensión.
- Compatibilidad y proveedor del sistema de visión: Si necesita una inspección basada en cámaras, confirme si el sistema de visión es propiedad del fabricante de la máquina o de un proveedor especializado independiente. Los proveedores independientes (AVT, BST, Nikka, etc.) le brindan más flexibilidad en servicio, actualizaciones y documentación de cumplimiento. Confirme también si el sistema de inspección está validado o certificable para su entorno regulatorio (GMP, ISO, etc.).
- Rebobinado bidireccional: Para la inspección de etiquetas y cualquier aplicación donde la localización y reparación de defectos sea parte del flujo de trabajo, el rebobinado bidireccional (la capacidad de ejecutar la web en ambas direcciones) es un requisito práctico que permite a los operadores retroceder hasta un defecto marcado sin invertir físicamente el rollo manualmente.
- Estándares y certificaciones de seguridad: Las máquinas suministradas a los mercados europeos deben llevar la certificación CE. Los compradores estadounidenses deben confirmar el cumplimiento de UL o NFPA 79 para sistemas eléctricos. Las máquinas que cumplen con GMP para aplicaciones farmacéuticas requieren documentación de las especificaciones de materiales para todas las superficies en contacto con el producto y la capacidad de admitir protocolos de validación IQ/OQ/PQ (calificación de instalación, funcionamiento y rendimiento).
Factores de mantenimiento que afectan el rendimiento a largo plazo
Una rebobinadora de inspección es una máquina de precisión. Su capacidad para producir rollos consistentes y sin defectos durante años de producción depende tanto de la disciplina de mantenimiento como de la calidad de construcción inicial. Las siguientes son las áreas críticas de mantenimiento que se deben abordar con cualquier proveedor antes de la compra.
Condición y limpieza de los rodillos
Todos los rodillos en la trayectoria de la banda (rodillos locos, rodillos de tracción, rodillos de presión, rodillos de la mesa de inspección) deben mantenerse limpios, redondos y libres de daños en la superficie. Una muesca o un punto plano en un rodillo de tracción graba el material en cada revolución, creando un patrón de defecto repetitivo que puede contaminar toda una producción antes de que se identifique la causa. Las superficies de los rodillos en contacto con materiales adhesivos (material de etiquetas, películas adhesivas) requieren una limpieza regular con solvente para evitar la acumulación de adhesivo que altera el diámetro del rodillo y altera la consistencia de la tensión. Se debe comprobar periódicamente el descentramiento (excentricidad) de los rodillos con un comparador; El descentramiento excesivo provoca pulsaciones de tensión que producen variaciones periódicas en la calidad del devanado.
Calibración del control de tensión
Las celdas de carga y los sensores de tensión varían con el tiempo y requieren una calibración periódica con pesos de referencia conocidos para mantener la precisión. Un sistema de control de tensión que se ha desviado incluso un 5% de su estado calibrado puede causar importantes problemas de calidad del devanado en materiales sensibles antes de que se note la desviación. Los servovariadores requieren verificación de firmware y parámetros después de cualquier actualización de software o reemplazo de la unidad, y la respuesta de tensión de circuito cerrado debe verificarse con una prueba en un material conocido antes de devolver la máquina a producción.
Mantenimiento del sistema de visión
Las lentes de las cámaras, las barras de iluminación y las ventanas de los sensores acumulan polvo y partículas de material que degradan la calidad de la imagen y aumentan la tasa de falsos positivos en la detección de defectos. Los horarios de limpieza de la óptica del sistema de visión deben ser parte de la rutina diaria o de cambio de turno. La intensidad de la barra de iluminación se degrada a lo largo de las horas de funcionamiento; la mayoría de los fabricantes especifican un intervalo de verificación de la iluminación y un cronograma de reemplazo de la lámpara. Los sistemas impulsados por IA deben validar periódicamente el rendimiento de su modelo comparándolo con muestras de defectos conocidos para confirmar que la precisión de la clasificación no se ha degradado a medida que cambian las condiciones de producción.
Categorías de Producto
Noticias recomendadas
2026-06-03Inspection Rewinding Machine Explained: How It Works and What to Look For When Buying
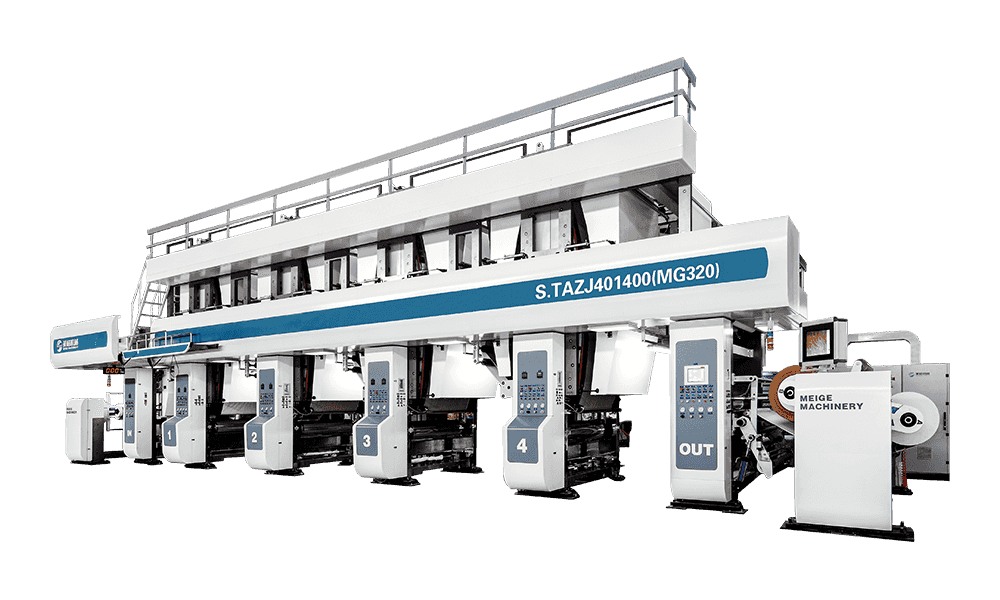
2026-05-26Cómo funciona realmente una máquina de impresión por huecograbado para materiales de acabado de paneles a base de madera (y por qué es importante)
2026-05-20Máquina de impresión por huecograbado: cómo funciona, para qué se utiliza y cómo elegir una
Productos Recomendados
La variedad de modelos, para satisfacer las necesidades de desarrollo de diversas regiones del mundo.


¡Envíanos un mensaje ahora mismo!
enlaces rápidos
Productos
- Impresora de huecograbado de papel decorativo serie KL
- Impresora de huecograbado de papel decorativo serie DL
- Impresora de huecograbado de papel decorativo serie HL
- Impresora de huecograbado de papel decorativo serie MG
- Máquina de recubrimiento por huecograbado de papel decorativo serie LLW
- Impresora de huecograbado de papel decorativo serie BL, CS, JS, CL, JL, EL
- ......
Contáctenos
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, aldea Qingke, calle Jincheng, distrito Lin'an, ciudad de Hangzhou, provincia de Zhejiang
Copyright © Maquinaria Co., Ltd. de Zhejiang Meige All rights reserved.
 Privacidad
Privacidad