 Inglés
Inglés 中文简体
中文简体Cómo funciona realmente una máquina de impresión por huecograbado para materiales de acabado de paneles a base de madera (y por qué es importante)
Qué tiene que ver la impresión en huecograbado con los paneles a base de madera
Ingrese a cualquier sala de exposición de muebles o tienda de pisos y observe de cerca los patrones de vetas de la madera en tableros de MDF, tablones de pisos laminados o paneles con revestimiento de melamina. Lo más probable es que esas texturas hiperrealistas (las líneas de grano fino, los detalles de los nudos y los degradados de color) se imprimieran con una máquina de huecograbado. La conexión entre un proceso de impresión industrial y la industria del mueble no es inmediatamente obvia, pero es una de las relaciones más importantes en la fabricación de paneles moderna.
La impresión por huecograbado, también conocida como huecograbado o impresión calcograbada, transfiere tinta desde los huecos grabados en un cilindro giratorio directamente a un sustrato. Para los materiales de acabado de paneles a base de madera, el sustrato suele ser papel base decorativo o una película de impresión directa que luego se laminará, prensará o unirá a un núcleo de panel como MDF, tableros de partículas o madera contrachapada. El resultado es una superficie que puede imitar de manera convincente madera, piedra, textiles o patrones abstractos con un nivel de detalle y repetibilidad que ningún otro método de impresión logra a escala industrial.
Los componentes principales de una máquina de impresión por huecograbado para acabado de paneles
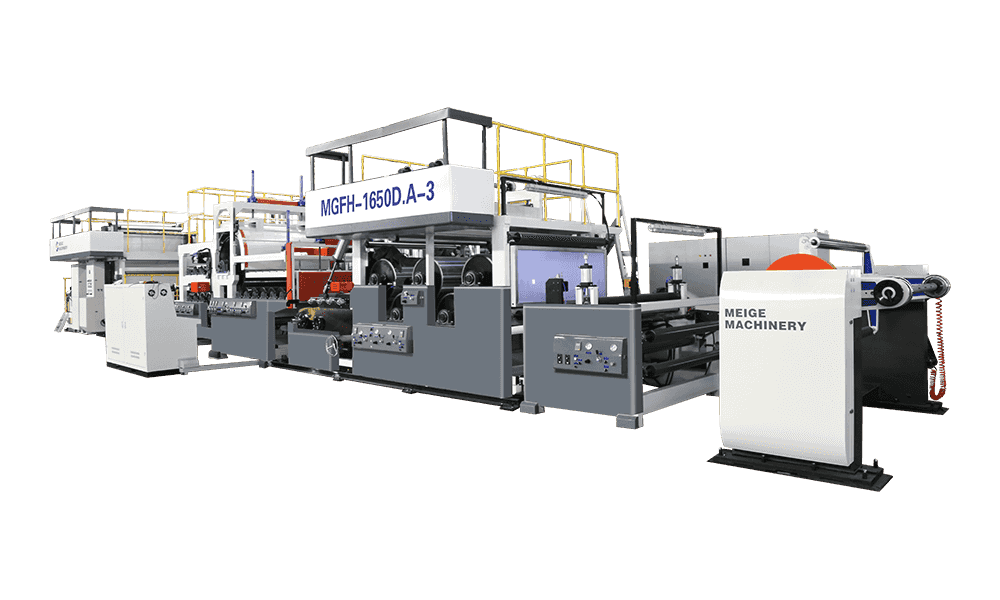
un Máquina de impresión por huecograbado para materiales de acabado de paneles a base de madera. Es un equipo altamente especializado. Comprender sus componentes clave ayuda a aclarar qué hace bien y dónde residen sus limitaciones.
El cilindro de huecograbado
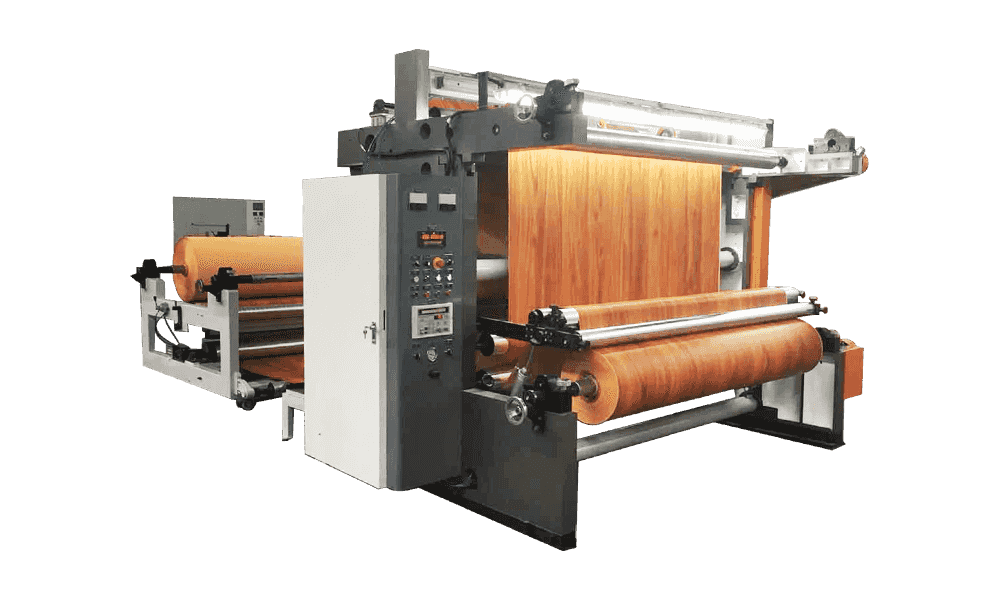
El cilindro de huecograbado es el corazón de toda la máquina. Es un rodillo recubierto de acero o cobre con millones de pequeñas células (huecos microscópicos) grabadas en su superficie. Cada celda contiene un volumen específico de tinta. Cuando el cilindro gira contra el sustrato, la tinta se transfiere desde estas celdas, creando la imagen completa capa por capa a medida que la web pasa a través de múltiples unidades de impresión. Para aplicaciones decorativas de paneles de madera, los cilindros se graban con patrones textiles, de piedra o de madera de alta fidelidad, a menudo obtenidos a partir de escaneos tridimensionales de materiales naturales reales. La profundidad y la geometría de cada celda determinan la densidad del color y la gradación tonal.
El Doctor Blade
Montada justo antes del punto de impresión, la rasqueta es una tira delgada de acero o plástico que raspa el exceso de tinta de la superficie plana del cilindro, dejando tinta solo dentro de las celdas grabadas. La precisión de la rasqueta (su ángulo, presión y material) afecta directamente la nitidez de la impresión y el consumo de tinta. Las rasquetas desgastadas o desalineadas son una de las causas más comunes de defectos de impresión, como rayas, inconsistencia tonal o manchas de tinta en el sustrato.
El rodillo de impresión
El rodillo de impresión es un cilindro cubierto de goma que presiona firmemente el sustrato contra el cilindro de huecograbado durante la transferencia de tinta. La presión de agarre entre estos dos rodillos debe controlarse con precisión. Muy poca presión da como resultado una transferencia de tinta incompleta y pérdida de detalles tonales; Demasiada presión hace que el sustrato se estire, distorsione los patrones finos o sufra daños físicos, lo que es especialmente relevante al imprimir en papeles decorativos finos utilizados en el acabado de paneles.
Sistema de entrega y circulación de tinta
La impresión por huecograbado utiliza tintas a base de solvente o agua de baja viscosidad que se entregan continuamente a una cubeta en la que la parte inferior del cilindro de huecograbado está sumergida o inundada. Las tintas utilizadas para los materiales de acabado de paneles a base de madera deben cumplir requisitos específicos: deben adherirse bien al papel o película base, permanecer estables durante el proceso de laminación y prensado y producir colores que coincidan con los estándares de diseño aprobados en tiradas de impresión extremadamente largas, a menudo medidas en decenas de miles de metros lineales por trabajo.
Unidades de secado
Entre cada estación de impresión, túneles de secado por aire caliente o secadores de infrarrojos evaporan el disolvente de la tinta antes de aplicar la siguiente capa de color. Un secado insuficiente provoca que el color se mezcle, la tinta se desprenda y se bloquee el rodillo de rebobinado. Para las tintas a base de solventes, las unidades de secado también están integradas con sistemas de recuperación de solventes que capturan y reciclan los solventes evaporados, tanto para el cumplimiento ambiental como para reducir los costos de materiales.
Cómo funciona el proceso de impresión multicolor en sustratos de paneles decorativos
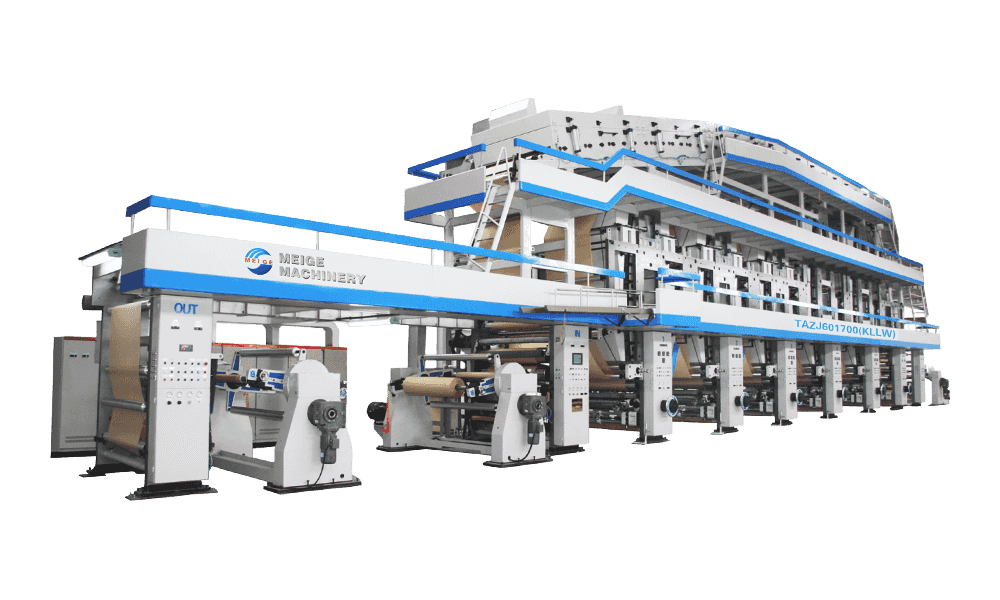
La mayoría de las máquinas de impresión por huecograbado para materiales de acabado de paneles a base de madera funcionan como sistemas en línea de unidades múltiples. Un rollo de sustrato base (normalmente papel decorativo de 80 a 120 g/m2 impregnado con resina de melamina o una película de PVC/PET) se introduce en la primera unidad de impresión, donde se aplica la primera capa de color. Luego, la banda pasa a través de un túnel de secado antes de ingresar a la segunda unidad, y así sucesivamente a través de seis a diez estaciones de impresión.
Para obtener un patrón de vetas de madera realista, una secuencia de impresión típica podría incluir una capa base para el color de fondo general, seguida de pasadas separadas para los tonos cálidos, líneas de vetas más oscuras, acentos destacados y una capa final de marcas de registro para alinear la superposición de texturas. Cada cilindro debe estar en un registro casi perfecto, lo que significa que los elementos de la imagen de cada unidad de impresión deben alinearse con precisión en fracciones de milímetro. Las máquinas modernas utilizan sensores ópticos y controles de registro servoaccionados para mantener esta alineación automáticamente a velocidades que a menudo superan los 200 metros por minuto.
Sustratos compatibles con la impresión por huecograbado en el acabado de paneles
La gama de sustratos que manejan las máquinas de impresión por huecograbado en la industria del acabado de paneles de madera es más amplia de lo que muchos suponen. Cada material tiene diferentes propiedades superficiales, niveles de porosidad y características de tensión que afectan su funcionamiento en la máquina y su aceptación de la tinta.
| Tipo de sustrato | Peso/grosor típico | Uso final común | Sistema de tinta |
| Papel base decorativo | 70-120 gsm | Laminado de melamina, HPL | A base de disolvente o agua. |
| Papel preimpregnado (preimpregnado) | 80-140 gsm | Suelo laminado prensado directo | A base de solvente |
| película de PVC | 0,08–0,20 mm | Láminas para muebles, revestimiento de puertas | A base de solvente |
| película de mascota | 0,05–0,15 mm | Superposición de panel de alto brillo | UV o base solvente |
| Película CPP/OPP | 0,02–0,06 mm | Película protectora para paneles. | A base de agua |
Cada uno de estos sustratos requiere configuraciones de máquina específicas. Los sustratos de papel son relativamente indulgentes con el control de la tensión, pero absorben la tinta de manera diferente dependiendo de su estado de impregnación. Las películas plásticas requieren un tratamiento de corona o una capa de imprimación antes de imprimir para mejorar la adhesión de la tinta, y exigen un control preciso de la tensión en todo el recorrido de la banda para evitar estiramientos o arrugas que destruirían el registro del patrón.
Métodos de grabado con cilindros y su impacto en la calidad de impresión
La calidad de la superficie de un panel de madera impreso en huecograbado es tan buena como la del cilindro desde el que se imprimió. Hay dos métodos principales de grabado utilizados en la producción moderna de cilindros para la impresión de paneles decorativos:
Grabado Electromecánico (EME)
El grabado electromecánico utiliza un lápiz con punta de diamante que oscila a alta frecuencia para cortar células directamente en la superficie de un cilindro recubierto de cobre. La profundidad y el ancho de cada celda están controlados por la amplitud de la señal, que se deriva del archivo de imagen digital. EME es rápido, preciso y produce una geometría de celda consistente en todo el cilindro. Para patrones de vetas de madera que requieren una rica gradación tonal y reproducción de líneas finas, como los sutiles cambios de color en las vetas de roble o nogal, los cilindros EME ofrecen resultados excepcionales. Después del grabado, los cilindros suelen cromarse para darles dureza y durabilidad, lo que extiende su vida útil a muchos millones de impresiones.
Grabado láser
Los sistemas de grabado láser eliminan el material de la superficie del cilindro mediante un haz enfocado de alta energía, ya sea directamente sobre el cobre o sobre un revestimiento de zinc o cerámica. La tecnología láser permite formas y geometrías de celdas que son imposibles con un lápiz mecánico, incluidas celdas de ángulo variable que mejoran la liberación de tinta y reducen la ganancia de puntos. Para texturas extremadamente finas, como tejidos de tela o patrones de poros de piedra utilizados en aplicaciones adyacentes a paneles de madera, los cilindros grabados con láser pueden alcanzar una resolución superior a 80 líneas por centímetro, produciendo detalles que rivalizan con la reproducción fotográfica.

Especificaciones clave de la máquina para evaluar al comprar
Seleccionar la máquina de impresión calcográfica adecuada para una operación de acabado de paneles de madera requiere comprender qué especificaciones técnicas realmente importan para la aplicación, en lugar de dejarse llevar por métricas generales de la industria de la impresión que pueden no traducirse directamente en la producción de paneles decorativos.
- Ancho de impresión: Los rollos de papel decorativo estándar para el acabado de paneles suelen tener anchos de 1250 mm a 2100 mm. El ancho de impresión máximo de su máquina debe adaptarse al formato de sustrato más amplio de su gama de productos, ya que cambiar el tamaño del cilindro es costoso y requiere mucho tiempo.
- Número de unidades de impresión: Más estaciones de impresión significan más colores disponibles y complejidad de diseño. La mayoría de los patrones de vetas de madera requieren un mínimo de cuatro unidades; Los patrones complejos de piedra o textiles suelen utilizar seis o más. Las máquinas con arquitecturas modulares permiten agregar unidades más adelante a medida que crecen los requisitos de producción.
- Velocidad máxima de impresión: Las máquinas de impresión por huecograbado de alto rendimiento para aplicaciones de paneles decorativos funcionan entre 150 y 400 metros por minuto. Una mayor velocidad aumenta el rendimiento, pero exige tintas de secado más rápido, secadores más potentes y sistemas de control de registro más estrictos. Evalúe la duración promedio real de su trabajo y la frecuencia de cambio: la velocidad bruta no tiene sentido si cambia los cilindros cada 3000 metros.
- Sistema de control de registro: Busque una corrección de registro servoaccionada con sensores de registro óptico automático que puedan mantener una precisión de ±0,1 mm a máxima velocidad de producción. Un registro deficiente es la principal causa de desalineación de patrones en impresiones de vetas de madera multicolores.
- Arquitectura de control de tensión: Una tensión constante de la banda a lo largo de toda la ruta de impresión es fundamental tanto para los sustratos de papel como de película. Las máquinas deben ofrecer control independiente de la zona de tensión desde el desenrollado hasta el rebobinado en todas las unidades de impresión, con sistemas de retroalimentación de células de carga en lugar de simples disposiciones de rodillos giratorios.
- Capacidad del sistema de secado: La capacidad del secador debe coincidir con la velocidad máxima de impresión y la carga de evaporación de las tintas en uso. Los secadores con poca potencia son un cuello de botella que obliga a los operadores a reducir la velocidad, anulando el rendimiento nominal de la máquina. La eficiencia de la recuperación de solventes también es un factor importante de costo y cumplimiento.
- Sistema de carga y cambio de cilindros: En una operación de paneles decorativos de gran variedad, los cambios de cilindros ocurren con frecuencia. Las máquinas con carros montados en rieles, sistemas de prerregistro y accesorios de suministro de tinta de conexión rápida reducen el tiempo de cambio de horas a menos de 30 minutos en equipos bien diseñados.
Consideraciones sobre la formulación de tintas para aplicaciones de acabado de paneles de madera
Las tintas utilizadas en la impresión por huecograbado para el acabado de paneles a base de madera no son tintas de impresión estándar; deben sobrevivir a los procesos posteriores de laminación, prensado y tratamiento de superficies que transforman un papel o película impreso en una superficie de panel terminada. Esto impone exigencias únicas a la química de la tinta.
Para los laminados prensados con melamina, las tintas deben soportar las altas temperaturas y presiones de la prensa de ciclo corto, normalmente entre 180 y 210 °C y entre 25 y 40 bar. Las tintas que contienen componentes que se descomponen o se decoloran en estas condiciones producirán cambios de color o contaminación de la superficie del panel terminado. La mayoría de los proveedores ofrecen tintas de huecograbado estables a la prensa formuladas específicamente para aplicaciones de laminados de melamina, con pigmentos y aglutinantes seleccionados para su estabilidad térmica.
Para las aplicaciones de láminas de PVC utilizadas en el revestimiento de muebles y la producción de revestimientos de puertas, la lámina impresa pasa por un proceso de formación al vacío o de prensado de membrana con calor. Las tintas deben permanecer flexibles en lugar de volverse quebradizas, ya que las películas de tinta quebradizas se agrietan durante el proceso de formación y producen defectos visibles en curvas y bordes. La migración del plastificante desde el sustrato de PVC hacia la capa de tinta es otro problema de estabilidad a largo plazo que debe abordarse mediante la formulación de tinta.
Defectos de impresión comunes en la impresión por huecograbado de paneles de madera y cómo prevenirlos
Incluso con equipos bien mantenidos y materiales de calidad, la impresión por huecograbado para superficies de paneles decorativos es susceptible a un conjunto específico de defectos recurrentes. Comprender sus causas fundamentales es el primer paso hacia una prevención sistemática.
Puntos faltantes (saltar)
El salto se produce cuando la tinta no se transfiere de las celdas grabadas al sustrato, lo que produce pequeñas motas blancas en la imagen impresa. Las causas más comunes son una viscosidad de la tinta demasiado alta, una presión de impresión insuficiente, contaminación de la rasqueta o una superficie del sustrato demasiado lisa para generar una liberación capilar adecuada de tinta. Monitorear la viscosidad de la tinta en tiempo real y mantener las rasquetas limpias con programas regulares de cambio de cuchillas reduce significativamente la frecuencia de los saltos.
Rayas de Doctor Blade
Las rayas que corren en la dirección de la máquina son causadas por partículas atrapadas entre la rasqueta y la superficie del cilindro, creando un canal que permite que la tinta pase por alto la cuchilla. La tinta contaminada, las partículas extrañas duras del desgaste del cilindro o el borde de la hoja dañado pueden causar este defecto. El uso de sistemas de suministro de tinta filtrada y la inspección de las rasquetas antes de cada ejecución de trabajo son medidas preventivas estándar.
Registro incorrecto de patrones
Cuando las capas de color de varias unidades de impresión no se alinean, los detalles finos de la veta de la madera aparecen borrosos o duplicados. El registro incorrecto suele deberse a fluctuaciones en la tensión de la banda, expansión térmica de los sustratos en entornos de secado mal controlados o servosistemas de registro que tardan en corregir las perturbaciones. Mantener temperaturas estables del secador y garantizar que el sistema de control de tensión esté calibrado adecuadamente para el sustrato que se está procesando soluciona la mayoría de los problemas de registro.
Compensación y bloqueo de tinta
El offset se produce cuando la tinta húmeda o insuficientemente seca se transfiere desde el lado impreso de la banda al reverso de la capa superior en el rodillo de rebobinado, dañando ambas superficies. Este defecto casi siempre se debe a que se trabaja a velocidades que exceden la capacidad de evaporación del secador para la combinación actual de tinta y sustrato. Reducir la velocidad o aumentar la temperatura del secador (dentro de los límites de tolerancia del sustrato) resuelve el problema inmediato; Las soluciones a más largo plazo implican mejorar la capacidad del secador o cambiar a formulaciones de tinta de secado más rápido.
Comparación de la impresión por huecograbado con otras tecnologías de impresión de acabado de paneles
La impresión por huecograbado no es la única tecnología disponible para producir superficies decorativas para paneles a base de madera, y vale la pena entender dónde se encuentra en relación con las alternativas antes de tomar decisiones de inversión de capital.
| Tecnología | Calidad de impresión | Longitud del recorrido | Costo de instalación | Mejor para |
| huecograbado | Excelente | Muy largo (50.000 m) | Alto (coste del cilindro) | Decoraciones estándar de gran volumen |
| Flexográfica | bueno | Medio-largo | Medio | Colores sólidos, patrones simples. |
| inyección de tinta digital | Muy bueno | Corto-Medio | Bajo (sin cilindros) | Decoraciones personalizadas, tiradas cortas |
| Litografía offset | Excelente | Medio | Medio | Rara vez se utiliza en el acabado de paneles. |
La ventaja incomparable de la impresión por huecograbado para la decoración de paneles de madera de gran volumen es su consistencia en tiradas extremadamente largas y su capacidad para reproducir gradientes tonales sutiles en texturas de madera y piedra mejor que cualquier proceso analógico de la competencia. Su principal desventaja (el alto costo de preparación del cilindro) lo hace económicamente inadecuado para tiradas cortas o cambios frecuentes de diseño. Muchos fabricantes más importantes ahora operan tanto líneas de huecograbado para su catálogo principal de decoración de gran volumen como líneas de inyección de tinta digital para pedidos personalizados de tiradas cortas, obteniendo lo mejor de ambos enfoques.
Prácticas de mantenimiento que protegen el rendimiento de la máquina a largo plazo
un gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- Calendario de reemplazo de la cuchilla doctora: Las hojas deben cambiarse según un cronograma fijo (generalmente cada turno o cada cambio de rodillo para una producción de alta velocidad) en lugar de esperar a que aparezcan defectos visibles. Hacer funcionar las palas hasta que fallen provoca daños en la superficie del cilindro que son mucho más costosos de reparar.
- Inspección del rodillo de impresión: Los rodillos de impresión de caucho se endurecen y desarrollan irregularidades en la superficie con el tiempo. Las mediciones regulares de dureza Shore y las inspecciones de superficie detectan el deterioro antes de que cause problemas en la calidad de impresión. Los rodillos se deben rectificar o reemplazar cuando la dureza se desvía más allá de las especificaciones.
- Lavado del sistema de tinta: Los tinteros, bombas y líneas de recirculación deben lavarse minuciosamente durante cada cambio de color y al final de cada tirada de producción. Los depósitos de tinta seca en las líneas de entrega provocan inestabilidad de la viscosidad, contaminación y, finalmente, fallos de la bomba.
- Mantenimiento de la secadora: unir nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- Registrar la calibración del sistema: Los sensores ópticos y los parámetros del servoaccionamiento deben recalibrarse según las especificaciones del fabricante a intervalos regulares. La desviación en la alineación del sensor o en las curvas de respuesta del servo conduce a una degradación gradual del registro que a veces se confunde con problemas del sustrato o del cilindro.
- Almacenamiento y manipulación de cilindros: Los cilindros de huecograbado cromados son componentes de precisión que pueden dañarse si se almacenan incorrectamente o se manipulan descuidadamente. Guarde los cilindros verticalmente sobre soportes acolchados, lejos de la humedad, y tape los extremos del muñón para proteger las superficies de los cojinetes durante el transporte.
Categorías de Producto
Noticias recomendadas
2026-08-04Multi Layers Laminate Machine: A Practical Guide to Choosing and Operating One
2026-07-30¿Qué es una impresora de huecograbado de papel decorativo? Una guía sencilla para compradores y operadores
2026-07-21Explicación de la máquina de impresión de papel PU: cómo el cuero sintético obtiene su patrón y textura
Productos Recomendados
La variedad de modelos, para satisfacer las necesidades de desarrollo de diversas regiones del mundo.


¡Envíanos un mensaje ahora mismo!
enlaces rápidos
Productos
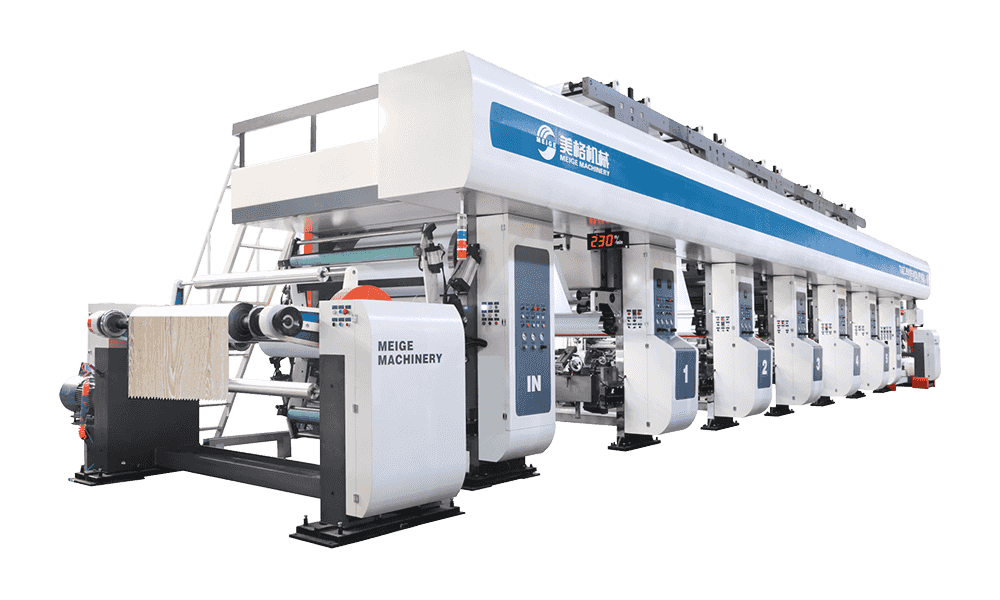
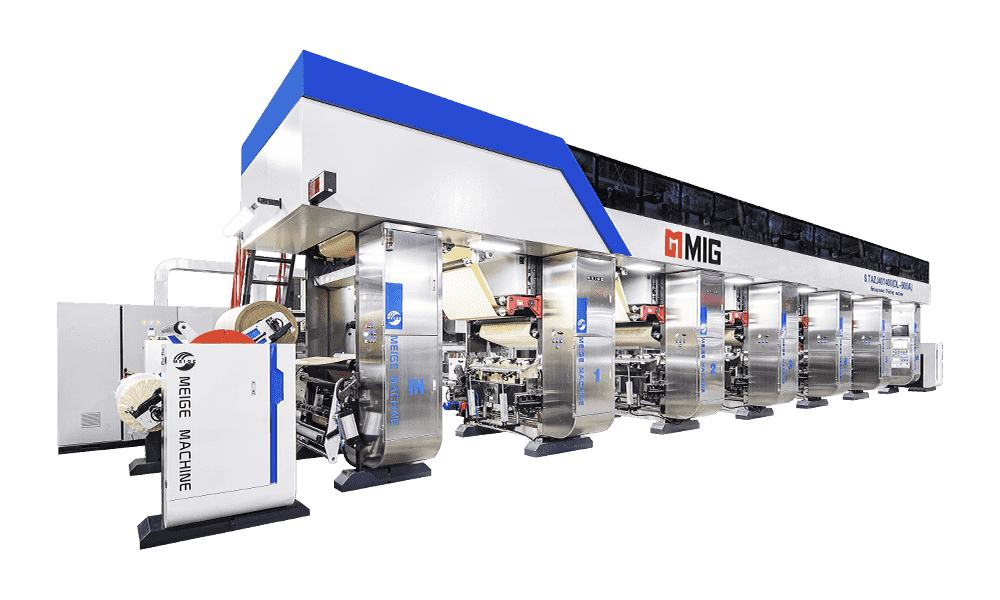
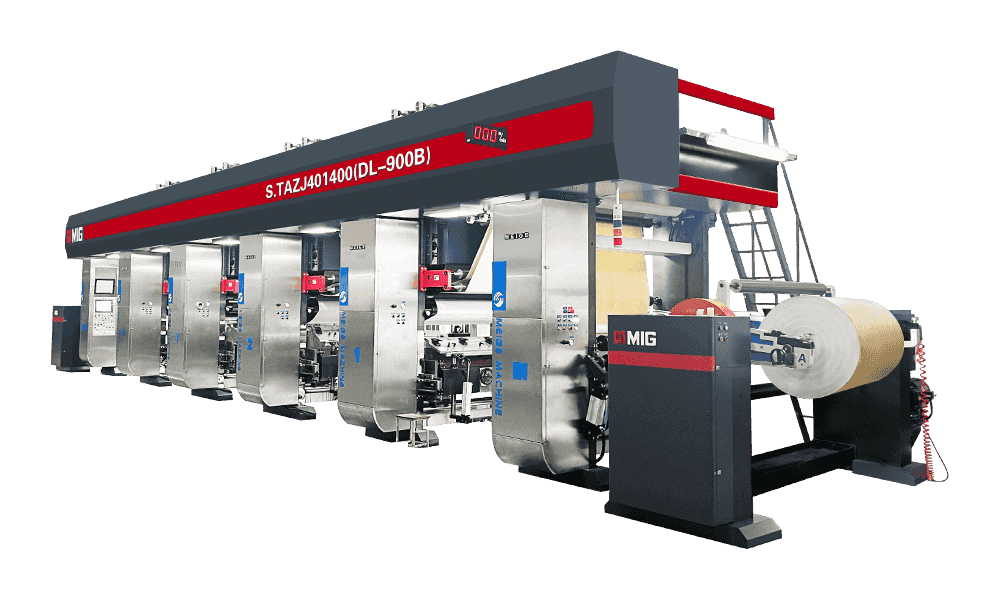
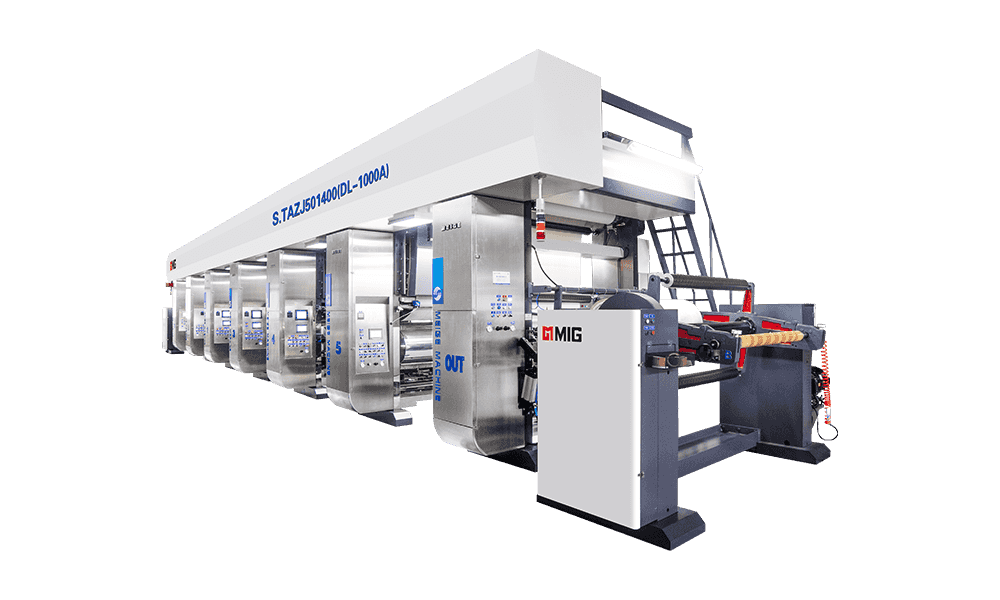
- Impresora de huecograbado de papel decorativo serie KL
- Impresora de huecograbado de papel decorativo serie DL
- Impresora de huecograbado de papel decorativo serie HL
- Impresora de huecograbado de papel decorativo serie MG
- Máquina de recubrimiento por huecograbado de papel decorativo serie LLW
- Impresora de huecograbado de papel decorativo serie BL, CS, JS, CL, JL, EL
- ......
Contáctenos
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, aldea Qingke, calle Jincheng, distrito Lin'an, ciudad de Hangzhou, provincia de Zhejiang
Copyright © Maquinaria Co., Ltd. de Zhejiang Meige All rights reserved.
 Privacidad
Privacidad