 Inglés
Inglés 中文简体
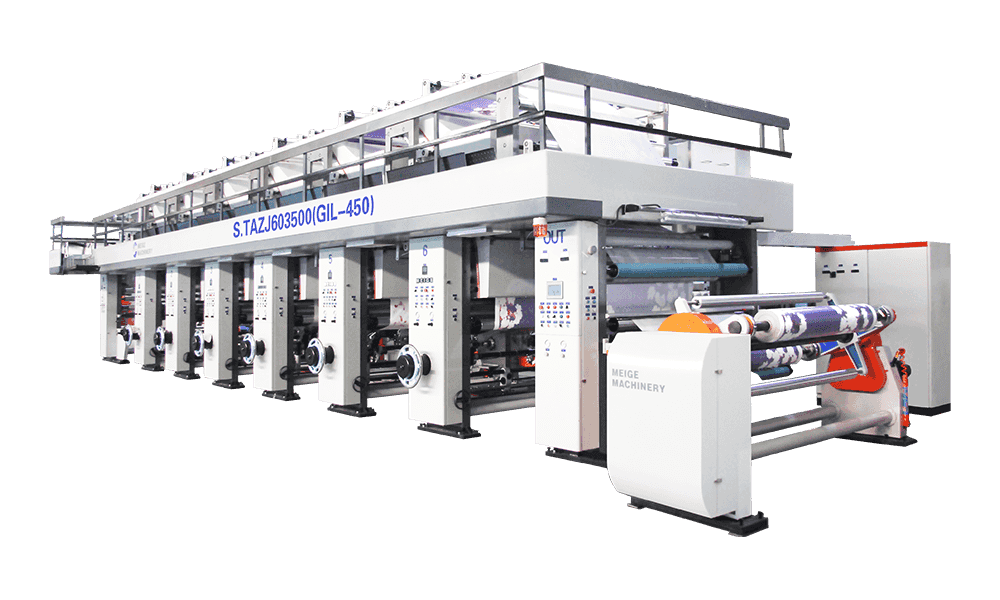
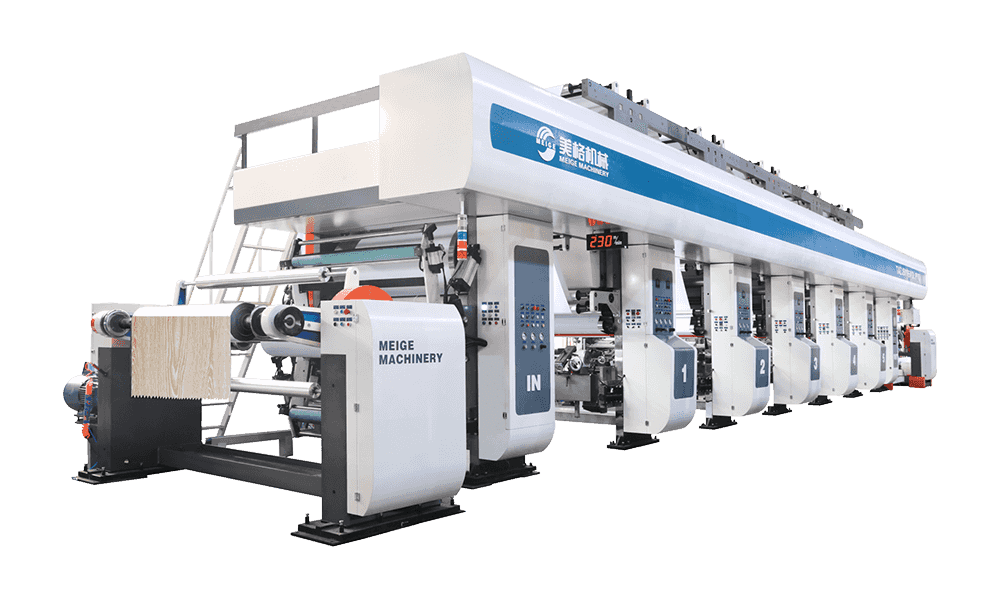
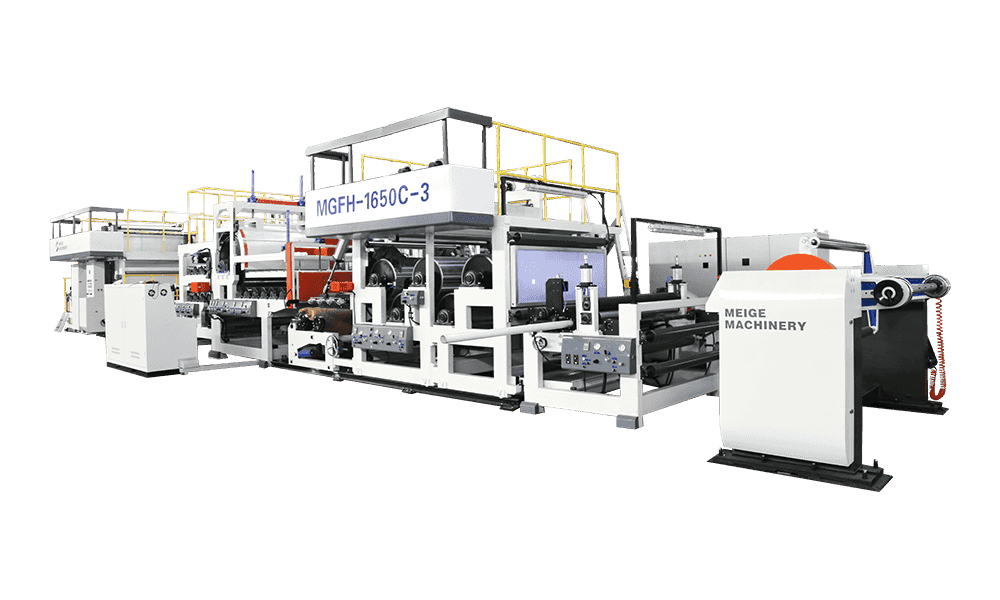
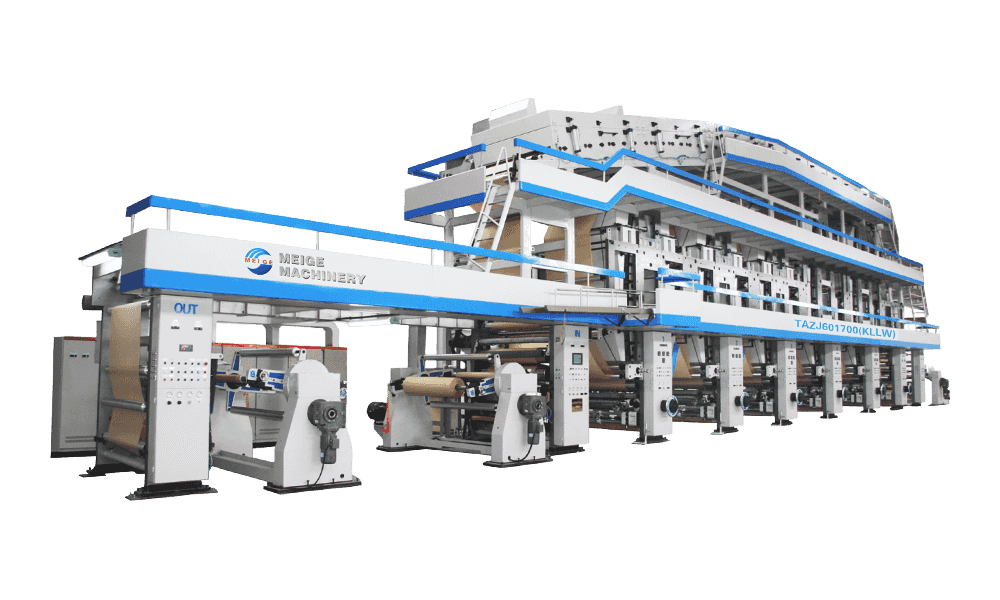
中文简体Máquina de impresión por huecograbado de papel decorativo: cómo funciona, componentes clave y guía de compra
¿Qué es una máquina de impresión por huecograbado de papel decorativo?
Una máquina de impresión por huecograbado de papel decorativo, también conocida como prensa de huecograbado para papel decorativo o máquina de impresión calcograbada para papel decorativo, es un sistema de impresión alimentado por bobina de precisión y alta velocidad diseñado específicamente para aplicar patrones de superficie, texturas de vetas de madera, efectos de piedra, diseños de telas y motivos decorativos abstractos sobre sustratos de papel que en última instancia se utilizarán como superposiciones de superficies en la fabricación de muebles, pisos, gabinetes y paneles interiores. El papel impreso generalmente se impregna posteriormente con melamina u otras resinas termoendurecibles para producir la superficie decorativa terminada que se ve en tablas para pisos laminados, muebles de tableros de fibra de densidad media (MDF), paneles de cocina modulares y productos similares.
El proceso de impresión por huecograbado, derivado del italiano calcografía, que significa "grabado", transfiere tinta desde células microscópicas grabadas en la superficie de un cilindro de cobre giratorio directamente a la banda de papel en movimiento. La profundidad, el diámetro y la densidad de estas celdas determinan el volumen de tinta depositado en cada ubicación, lo que permite gradaciones tonales extremadamente finas, repeticiones de patrones nítidos y la reproducción del color con calidad fotográfica que distingue el papel decorativo impreso en huecograbado de los papeles producidos mediante métodos de impresión flexográfica o offset. Para una industria donde una veta de madera o una textura de piedra convincentes deben resistir años de escrutinio del consumidor a corta distancia, este nivel de fidelidad de impresión no es opcional: es el requisito comercial básico.
El proceso de impresión en huecograbado: paso a paso para papel decorativo
Comprender la secuencia de operaciones en un máquina de impresión de huecograbado de papel decorativo Aclara por qué los componentes específicos de la máquina están diseñados de la forma en que están y qué parámetros del proceso influyen más directamente en la calidad de impresión final.
Desenrollado de banda y control de tensión
El proceso de impresión comienza en el puesto de desenrollado, donde se monta un rollo maestro de papel decorativo base (generalmente un papel base cargado con dióxido de titanio con un peso base de 60 a 150 g/m²) y se introduce en la prensa con tensión controlada. El control de la tensión de la banda en la estación de desenrollado es fundamental porque los papeles base decorativos son muy sensibles a la variación de la tensión: una tensión demasiado baja permite que la banda ondee y se desplace lateralmente, provocando errores de registro entre las estaciones de color; demasiada tensión estira el papel, distorsionando el patrón impreso y provocando roturas de la banda. Las modernas prensas de huecograbado de papel decorativo utilizan sistemas de control de tensión de células de carga o rodillos giratorios de circuito cerrado que mantienen la tensión de la banda entre ±2 y 5 N/m durante todo el ciclo de producción.
Aplicación de tinta en cada unidad de impresión
Cada color del diseño decorativo se imprime en una unidad de impresión dedicada que consta de tres componentes principales: el cilindro de huecograbado, el recipiente de tinta y la rasqueta. El cilindro de huecograbado gira parcialmente sumergido en el recipiente de tinta, inundando de tinta su estructura celular grabada. A medida que el cilindro gira fuera del recipiente de tinta, una cuchilla doctora rectificada con precisión (generalmente de acero endurecido o con punta de cerámica) barre la superficie del cilindro, eliminando toda la tinta de las áreas no grabadas y dejando tinta solo dentro de las celdas empotradas. Luego, el cilindro hace contacto con la banda de papel en la línea de impresión, donde un rodillo de impresión cubierto de caucho presiona el papel contra la superficie del cilindro con fuerza controlada, extrayendo tinta de las celdas por acción capilar y transfiriéndola al sustrato de papel.
Secado entre estaciones de color
Entre cada unidad de impresión sucesiva, la banda de papel recién entintada pasa a través de un secador (más comúnmente un túnel de impacto de aire caliente o un secador de infrarrojos) para evaporar el solvente o el portador de agua de la tinta aplicada antes de aplicar el siguiente color. El secado incompleto entre estaciones provoca pérdida de tinta (donde la tinta húmeda de la estación anterior se transfiere al siguiente cilindro en lugar de permanecer en el papel), contaminación del color y bloqueo de la banda en los rodillos de rebobinado. La eficiencia del secado limita directamente la velocidad de producción: la velocidad máxima de la prensa es la velocidad a la que la secadora puede curar completamente cada capa de tinta dentro del tiempo de permanencia disponible en la sección de la secadora.
Registro multicolor
Un patrón realista de vetas de madera o mármol en papel decorativo normalmente requiere de 4 a 8 separaciones de colores individuales, cada una impresa en una unidad separada en registro preciso con todos los demás colores. Los errores de registro tan pequeños como 0,1–0,2 mm son visibles a simple vista en los patrones de vetas de la madera, lo que hace que el control del registro sea uno de los aspectos técnicamente más exigentes de la impresión por huecograbado en papel decorativo. Las prensas modernas utilizan sistemas de control de registro automático (ARC) basados en cámaras CCD que leen continuamente las marcas de registro impresas en el borde de la banda y realizan microcorrecciones en tiempo real en la posición lateral y circunferencial de cada cilindro para mantener una alineación exacta de color a color durante toda la tirada.
Rebobinado y acabado de bobinas
Después de la unidad de impresión final y la secadora, la banda de papel decorada terminada se rebobina en núcleos en la estación de rebobinado. El control de la tensión de rebobinado debe ser tan preciso como la tensión de desenrollado para evitar que el rollo terminado se deforme, se deforme o se arrugue. Muchas prensas de huecograbado de papel decorativo incorporan sistemas de inspección de calidad en línea (cámaras de inspección de impresión estroboscópicas o cabezales de medición de color espectrofotométricos) en la estación de rebobinado para detectar defectos como rayas de rasqueta, obstrucción de las celdas del cilindro, desviación de la densidad del color o cambios de registro antes de que el material defectuoso se enrolle en el rollo terminado.
Componentes principales de una máquina de impresión por huecograbado de papel decorativo
La calidad de ingeniería de los componentes individuales de la máquina determina directamente la calidad de impresión, el tiempo de actividad de la máquina y el costo total de propiedad durante la vida útil del equipo. Los siguientes son los componentes que diferencian más significativamente a las prensas de huecograbado de papel decorativo de primera calidad de las alternativas de especificaciones más bajas.
Cilindros de huecograbado
El cilindro de huecograbado es el corazón del proceso de impresión y el componente que determina el techo de calidad de impresión más que cualquier otro elemento. En la impresión de huecograbado de papel decorativo, los cilindros generalmente se construyen a partir de una base de acero con una capa de cobre electrodepositado (de 80 a 200 micras de espesor) que se graba con el patrón de celda mediante grabado electromecánico (basado en un lápiz, que produce celdas en forma de diamante) o grabado láser (que produce formas de celda más versátiles y una resolución más fina). Después del grabado, la superficie de cobre se croma hasta alcanzar una dureza de 900 a 1000 HV para resistir el desgaste de la rasqueta, siendo el estándar un espesor de capa de cromo de 6 a 8 micrones para aplicaciones de papel decorativo.
Las especificaciones de geometría de celda para cilindros de papel decorativo generalmente oscilan entre 150 y 200 líneas por centímetro de trama, con profundidades de celda de 20 a 55 micrones dependiendo del color y el valor tonal que se reproduzca. La geometría de las celdas precisa es fundamental: las variaciones en la profundidad de las celdas de incluso 2 a 3 micrones crean diferencias de densidad de color mensurables que se manifiestan como bandas visibles o desigualdades tonales en áreas de tinte plano del diseño impreso.
Sistema de cuchilla doctora
El conjunto de rasqueta sostiene y posiciona la rasqueta contra el cilindro de huecograbado giratorio en un ángulo de contacto y presión de contacto controlados con precisión (normalmente 55°–65° para aplicaciones de papel decorativo). La cuchilla debe mantener un contacto uniforme en todo el ancho de impresión, que puede alcanzar entre 2200 y 2800 mm en prensas de papel decorativo de gran formato, sin permitir que la tinta se escape en ningún punto y al mismo tiempo no aplicar una presión excesiva que acelere el desgaste del cromo del cilindro. Los portacuchillas modernos utilizan mecanismos de sujeción de la cuchilla neumáticos o accionados por resorte con ajuste fino para el ángulo de la cuchilla y la presión de contacto, e incorporan unidades de oscilación que mueven el conjunto de la cuchilla lateralmente entre 5 y 15 mm durante la impresión para evitar patrones de desgaste localizados de la cuchilla y el cilindro.
Rodillo de impresión
El rodillo de impresión presiona la banda de papel contra el cilindro de huecograbado en la línea de impresión para facilitar la transferencia de tinta. Para aplicaciones de papel decorativo, los rodillos de impresión generalmente están cubiertos con caucho de poliuretano con una dureza de 60 a 80 Shore A, elegido para brindar suficiente cumplimiento para garantizar una presión de corte uniforme en todo el ancho de la banda y al mismo tiempo ser resistentes a los solventes agresivos en las tintas de huecograbado. El perfilado de la corona del rodillo de impresión (un ligero aumento en el diámetro del rodillo hacia el centro para compensar la deflexión bajo la carga de presión) es esencial en las prensas de papel decorativo de banda ancha para mantener una presión de impresión uniforme en todo el ancho del sustrato.
Sistema de control de viscosidad y circulación de tinta
La viscosidad de la tinta de huecograbado controla directamente el peso de la película de tinta, la densidad del color y la ganancia de punto en la imagen impresa. A medida que el disolvente se evapora del recipiente de tinta durante la impresión, la viscosidad aumenta, aumentando la densidad del color y provocando potencialmente el ruido de la rasqueta o la obstrucción de las células. Los sistemas automatizados de control de la viscosidad de la tinta monitorean continuamente la viscosidad de la tinta usando viscosímetros en línea (generalmente basados en una copa de eflujo o un viscosímetro rotacional) y dosifican solvente nuevo en el recipiente de tinta a través de bombas dosificadoras para mantener la viscosidad dentro de una tolerancia de ±1 a 2 segundos del valor objetivo durante toda la tirada de la prensa. La temperatura de la tinta también afecta significativamente la viscosidad, y algunas prensas de alta especificación incorporan sistemas de acondicionamiento de la temperatura de la tinta para eliminar la variación de la viscosidad causada por la variación de la temperatura ambiente durante tiradas de producción largas.

Configuraciones de máquina: diseños de prensa de un solo color versus diseños de prensa multicolores
Las máquinas de impresión por huecograbado de papel decorativo están disponibles en configuraciones que van desde prensas de pruebas de un solo color hasta prensas de producción completa con 10 o más unidades de impresión. La configuración adecuada depende de la complejidad de los patrones decorativos que se producen y de los requisitos de volumen de producción de la instalación.
| Configuración | Número de unidades | Ancho de impresión típico | Rango de velocidad | Aplicación primaria |
| Cámara de fermentación de una sola unidad | 1 | 600–900 milímetros | 20–60 m/min | Cylinder proofing, R&D |
| Prensa de producción de 4 colores | 4 | 1.300–1.800 milímetros | 80–150 m/min | Vetas de madera simples, diseños unicolores. |
| Prensa de producción de 6 colores | 6 | 1.600–2.200 milímetros | 100–200 m/min | Efectos complejos de madera, piedra y textiles. |
| Prensa de banda ancha de 8 a 10 colores | 8–10 | 2200-2800 milímetros | 150-300 m/min | Texturas fotográficas de alta fidelidad, grandes patrones repetidos. |
Para los fabricantes que producen una cartera diversa de patrones decorativos (que incluyen vetas de madera, efectos de piedra, diseños de fantasía y papeles de colores sólidos), una prensa de 6 colores representa la configuración comercialmente más versátil, capaz de reproducir la gran mayoría de los diseños estándar del mercado sin el capital y el costo operativo adicional de las máquinas de 8 o 10 unidades. Las configuraciones de banda ancha con un ancho de impresión superior a 2000 mm se justifican principalmente para la producción de patrones de gran volumen donde las economías de escala en rollos grandes superan la complejidad adicional de gestionar el manejo de banda ancha.
Sistemas de tinta para impresión en huecograbado de papel decorativo
El sistema de tinta utilizado en una prensa de huecograbado de papel decorativo debe satisfacer requisitos que van mucho más allá de la simple fidelidad del color. Las tintas para papel decorativo deben sobrevivir al proceso de impregnación posterior, en el que el papel impreso se satura con resina líquida de melamina-formaldehído y luego se cura a temperaturas de 160 a 200 °C bajo alta presión en una prensa de laminación de ciclo corto. Las tintas que no son térmicamente estables o que son incompatibles con la resina impregnante se decolorarán, cambiarán de color o se deslaminarán durante el prensado, lo que producirá paneles terminados con una calidad de impresión inaceptable.
- Tintas de huecograbado a base de solventes: Históricamente, el sistema dominante para la impresión por huecograbado de papel decorativo, las tintas a base de solventes utilizan tolueno, acetato de etilo o sistemas de solventes mixtos como portadores. Ofrecen un secado rápido, excelente intensidad del color y buena compatibilidad con la impregnación de melamina. Las regulaciones ambientales y de salud sobre las emisiones de COV han impulsado una inversión significativa en sistemas de reducción y recuperación de solventes en prensas que utilizan estas tintas, lo que aumenta el capital de las instalaciones y los costos operativos.
- Tintas de huecograbado a base de agua: Los sistemas de tinta a base de agua, adoptados cada vez más como una alternativa con menor contenido de COV, requieren diseños de secadores más sofisticados (normalmente un mayor volumen de impacto de aire combinado con calentamiento por infrarrojos) debido al mayor calor latente de la evaporación del agua en comparación con los disolventes orgánicos. Los avances en la formulación de tintas han cerrado en gran medida la brecha histórica de rendimiento con las tintas solventes en términos de brillo del color, adhesión y compatibilidad de impregnación para aplicaciones de papel decorativo.
- Pigmentos resistentes al calor: Todas las tintas para impresión de huecograbado en papel decorativo deben incorporar pigmentos con estabilidad térmica comprobada a las temperaturas de la prensa de laminación. Los pigmentos orgánicos susceptibles a la degradación térmica, incluidos ciertos pigmentos amarillos y rojos, deben reemplazarse con alternativas de mayor rendimiento, como rojos de perileno, violetas de dioxazina o amarillos azoicos de níquel, que conservan la precisión del color durante todo el ciclo de laminación.
Especificaciones clave a evaluar al comprar una prensa de huecograbado de papel decorativo
Seleccionar la máquina de impresión por huecograbado adecuada para la producción de papel decorativo es una decisión capital, ya que la vida útil típica del equipo es de 15 a 25 años. Durante el proceso de contratación deberán evaluarse sistemáticamente las siguientes especificaciones y criterios de evaluación:
- Ancho máximo de banda y ancho de impresión: Especifique el ancho máximo del sustrato que debe admitir la prensa según el formato de rollo de papel decorativo más ancho y confirme el ancho máximo de impresión, que generalmente es entre 20 y 40 mm menor que el ancho de la banda para permitir el corte de bordes y las áreas de marcas de registro.
- Velocidad máxima de producción: Evalúe de manera crítica las velocidades máximas declaradas: la velocidad máxima solo es comercialmente útil si el sistema de secado puede lograr un curado completo de la tinta a esa velocidad con su combinación específica de tinta y sustrato. Solicitar datos de rendimiento de secado a máxima velocidad al fabricante de la prensa.
- Especificación de precisión del registro: Para aplicaciones de papel decorativo, exija una especificación de precisión de registro de ±0,1 mm o mejor en condiciones de funcionamiento en estado estable. Verifique esta especificación con referencia a datos de pruebas independientes o referencias de clientes en lugar de confiar únicamente en las afirmaciones del fabricante.
- Tiempo de cambio de cilindro: En la producción de papel decorativo, los cambios de patrón son frecuentes. El tiempo de cambio de cilindros (el tiempo necesario para retirar y reemplazar todos los cilindros y configurarlos para un nuevo patrón) afecta directamente la eficiencia de la producción y la longitud mínima económica del tiraje. Los modernos sistemas de cilindros de cambio rápido pueden lograr cambios completos de cilindros de 6 colores en menos de 30 minutos.
- Sistema de recuperación o reducción de disolventes: Si opera con tintas a base de solventes, evalúe si la prensa está diseñada para la recuperación de solventes en línea (que reduce el consumo de solventes sin procesar y el costo operativo) o la reducción del oxidante térmico (que destruye los vapores de solventes pero genera costos operativos en el consumo de combustible). Confirme que la capacidad del sistema de reducción coincida con la tasa máxima de evaporación de solvente de la prensa a velocidad máxima de producción.
- Sistema de transmisión y arquitectura de control de tensión: Confirme que cada unidad de impresión tenga un servoaccionamiento digital independiente con control de tensión de circuito cerrado entre unidades, en lugar de arquitecturas de accionamiento de eje lineal más antiguas que son menos flexibles y más difíciles de mantener. Las prensas servoaccionadas ofrecen una preparación más rápida, una mejor estabilidad del registro durante la aceleración y desaceleración y un mantenimiento mecánico más sencillo.
- Capacidad de servicio del proveedor y disponibilidad de repuestos: Para una máquina que representa varios millones de dólares en inversión de capital, evalúe la cobertura del ingeniero de servicio local del fabricante, los compromisos de tiempo de respuesta y las ubicaciones del almacén de repuestos. Para instalaciones en regiones alejadas de la sede del fabricante de la máquina, confirme si los repuestos críticos (rodillos de impresión, soportes de racletas, servomotores) se encuentran en centros de distribución regionales o deben enviarse desde el país de fabricación con demoras aduaneras potencialmente prolongadas.
Mejores prácticas de mantenimiento para maximizar el rendimiento y la longevidad de la máquina
Una máquina de impresión por huecograbado de papel decorativo operada bajo un riguroso programa de mantenimiento preventivo superará consistentemente a una máquina nominalmente superior que recibe un mantenimiento deficiente. Las siguientes disciplinas de mantenimiento son las más críticas para mantener la calidad de impresión y la disponibilidad de la máquina:
- Programa de inspección y reemplazo de la rasqueta: Las rasquetas deben inspeccionarse en cada cambio de trabajo y reemplazarse en un cronograma de intervalo fijo, generalmente cada 4 a 8 horas de funcionamiento, dependiendo del material de la cuchilla y la dureza del cromo del cilindro. Una rasqueta desgastada o astillada se manifiesta inmediatamente como rayas, bandas tonales o fugas de tinta a través de la cuchilla, y el retraso en el reemplazo acelera desproporcionadamente el desgaste del cromo del cilindro.
- Monitoreo del estado del rodillo de impresión: Las superficies de caucho de los rodillos de impresión se deben inspeccionar semanalmente para detectar vidriados, hinchazones o daños en la superficie, y la dureza del rodillo se debe probar con mediciones de referencia en un cronograma trimestral. La desviación de la dureza del caucho de más de ±5 Shore A respecto del valor de especificación requiere volver a cubrir el rodillo antes de que la calidad de impresión se vea afectada.
- Limpieza del recipiente de tinta y del sistema de circulación: El lavado y limpieza completos del sistema de tinta entre cambios de patrón es esencial para evitar la contaminación del color y la aglomeración de pigmentos en las líneas de suministro de tinta y los recipientes de control de viscosidad. Establezca un protocolo documentado de limpieza del sistema de tinta con volúmenes de lavado de solvente definidos y criterios de aceptación de contaminación de tinta residual antes de aprobar la prensa para el siguiente trabajo.
- Mantenimiento de la secadora: Las boquillas del secador por impacto de aire caliente y los deflectores de distribución de aire deben limpiarse trimestralmente para eliminar los depósitos de neblina de tinta que reducen la uniformidad del flujo de aire y la eficiencia del secado. La producción de los emisores de infrarrojos debe probarse anualmente y los emisores degradados deben reemplazarse para mantener una densidad de energía de secado constante en todo el ancho de la banda.
- Calibración del sistema de guiado y tensión de la banda: Las celdas de carga y los rodamientos de rodillos giratorios deben calibrarse y recibir mantenimiento en un cronograma semestral para garantizar la precisión de la medición de la tensión. La desviación de la calibración en los sistemas de control de tensión es una causa común de inestabilidad crónica del registro que se atribuye incorrectamente a problemas con los cilindros o la tinta durante la resolución de problemas.
Categorías de Producto
Noticias recomendadas
2026-08-04Multi Layers Laminate Machine: A Practical Guide to Choosing and Operating One
2026-07-30¿Qué es una impresora de huecograbado de papel decorativo? Una guía sencilla para compradores y operadores
2026-07-21Explicación de la máquina de impresión de papel PU: cómo el cuero sintético obtiene su patrón y textura
Productos Recomendados
La variedad de modelos, para satisfacer las necesidades de desarrollo de diversas regiones del mundo.


¡Envíanos un mensaje ahora mismo!
enlaces rápidos
Productos
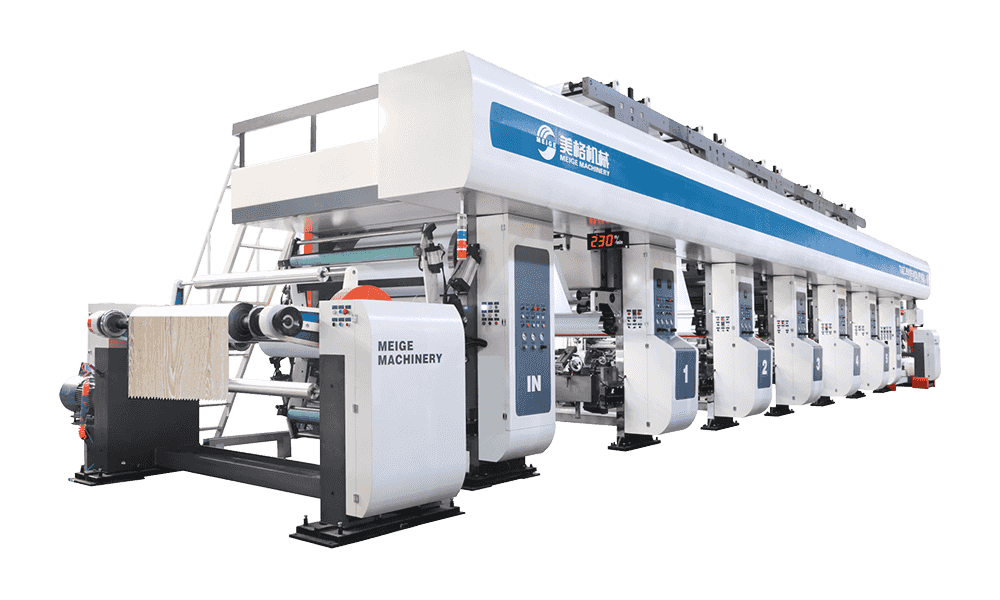
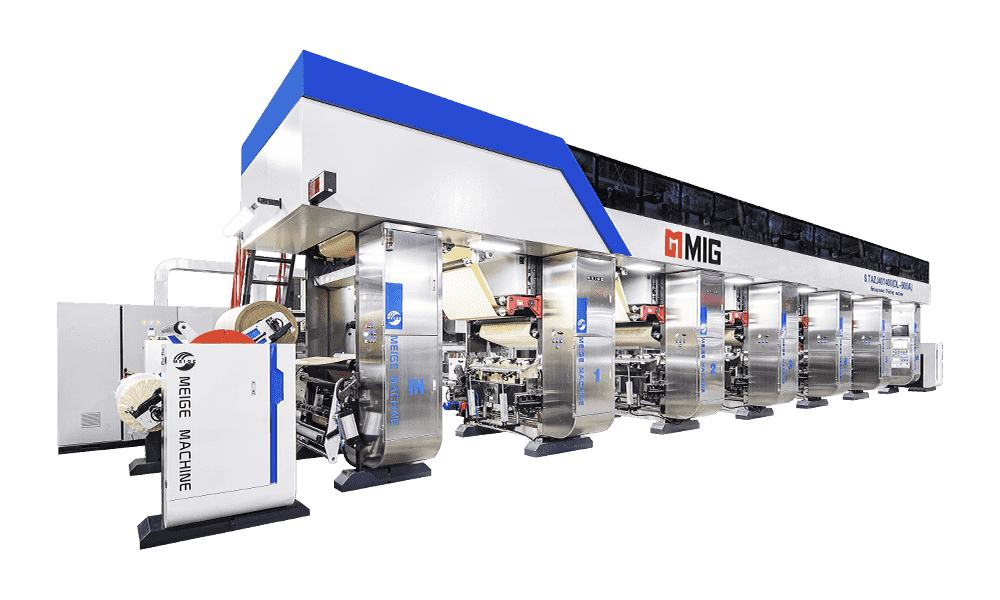
- Impresora de huecograbado de papel decorativo serie KL
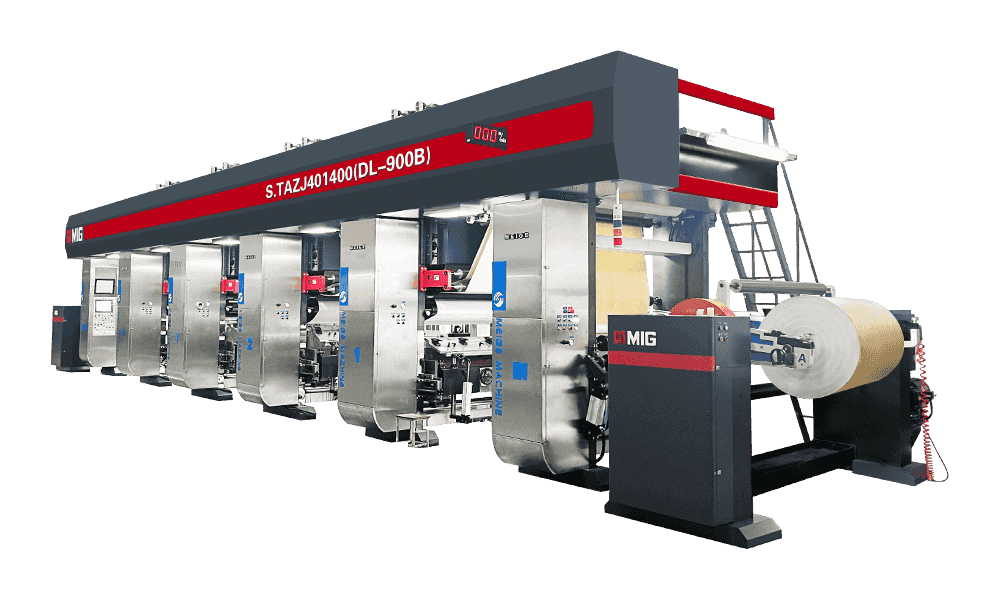
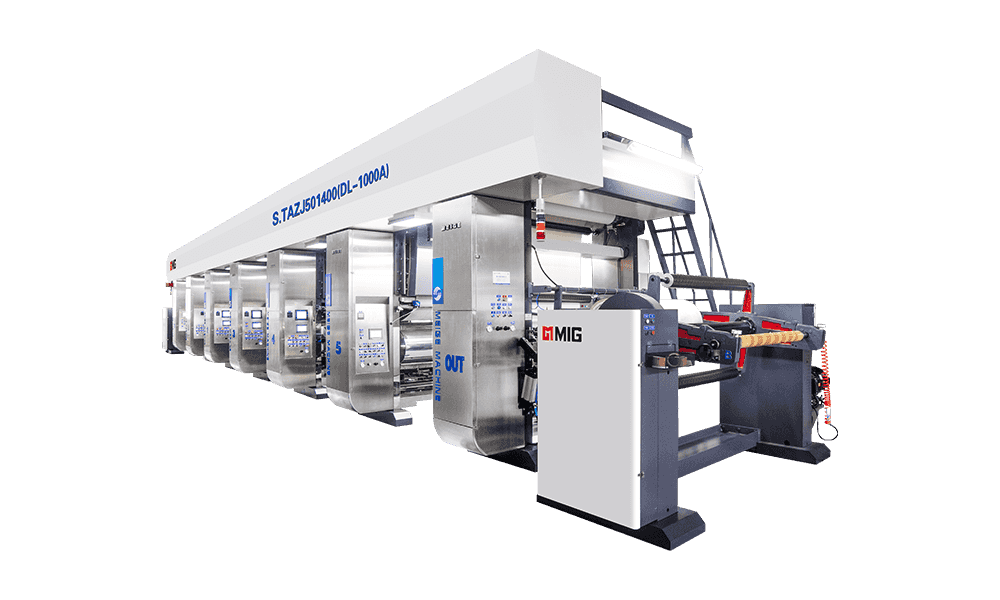
- Impresora de huecograbado de papel decorativo serie DL
- Impresora de huecograbado de papel decorativo serie HL
- Impresora de huecograbado de papel decorativo serie MG
- Máquina de recubrimiento por huecograbado de papel decorativo serie LLW
- Impresora de huecograbado de papel decorativo serie BL, CS, JS, CL, JL, EL
- ......
Contáctenos
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, aldea Qingke, calle Jincheng, distrito Lin'an, ciudad de Hangzhou, provincia de Zhejiang
Copyright © Maquinaria Co., Ltd. de Zhejiang Meige All rights reserved.
 Privacidad
Privacidad